


TGK 10 Deep Hole CNC skíða- og rúlluvél
Vélarpersóna
TGK10 röð CNC skífu- og veltivélaverkfæri samþykkir vinnsluaðferðina fyrir fasta vinnustykki og snúningsfóðrun verkfæra.Vélbúnaðurinn getur áttað sig á leiðinlegri, skafa og rúlluvinnslu á innri holum vinnuhlutanna, vinnsluaðferðin er einföld og unnar vörur eru með mikilli nákvæmni.Helstu kostir þessarar vélar eru mikil vinnsluskilvirkni, stöðug frammistaða og skilvirknin er 5 til 10 sinnum af hefðbundnum djúpholaborunarvélum og slípunarvélum;gráða stjórnun er mikil og stafræn stjórnun og eftirlit með hverri aðgerðaskipun vélbúnaðarins er einföld og þægileg.auðvelt í notkun.

Vélarfæribreytur
| NO | Hlutir | Lýsing |
| 1 | Vinnslusvið innra þvermáls | Φ35-100mm |
| 2 | Vinnsludýptarsvið | 1000mm-12000m |
| 3 | Breidd vélarbrautar | 500 mm |
| 4 | Snælda miðhæð | 350 mm |
| 5 | Snældahraði, einkunnir | 5-1200rpm, 4 gírar, skreflaus |
| 6 | Aðalmótor | 45KW, AC servó mótor |
| 7 | Fóðurhraðasvið | 5-3000 mm/mín (þreplaus) |
| 8 | Vagn hratt hreyfanlegur hraði | 6000 mm/mín |
| 9 | Klemmusvið fyrir innréttingar | Φ40-150mm |
| 10 | Fóðurmótor | 40N.m(Siemens AC servó mótor) |
| 11 | Kælivökvakerfismótorar | N=7,5kw 11kw 15kw |
| 13 | Málþrýstingur kælivökvakerfis | 2,5 MPa |
| 14 | Kælivökvakerfisflæði | 237L/mín., 201L/mín., 153L/mín. (3 sett) |
| 15 | Vökvakerfi Nafnþrýstingur | 7 MPa |
| 16 | Loftþrýstingur | ≥0,4MPa |
| 17 | Stjórnkerfi: | Siemens 828D |
| 18 | Aflgjafi | 380V.50HZ, 3 fasa (sérsníða) |
| 19 | Vélarmál | L*2400*2100*(L*B*H) |
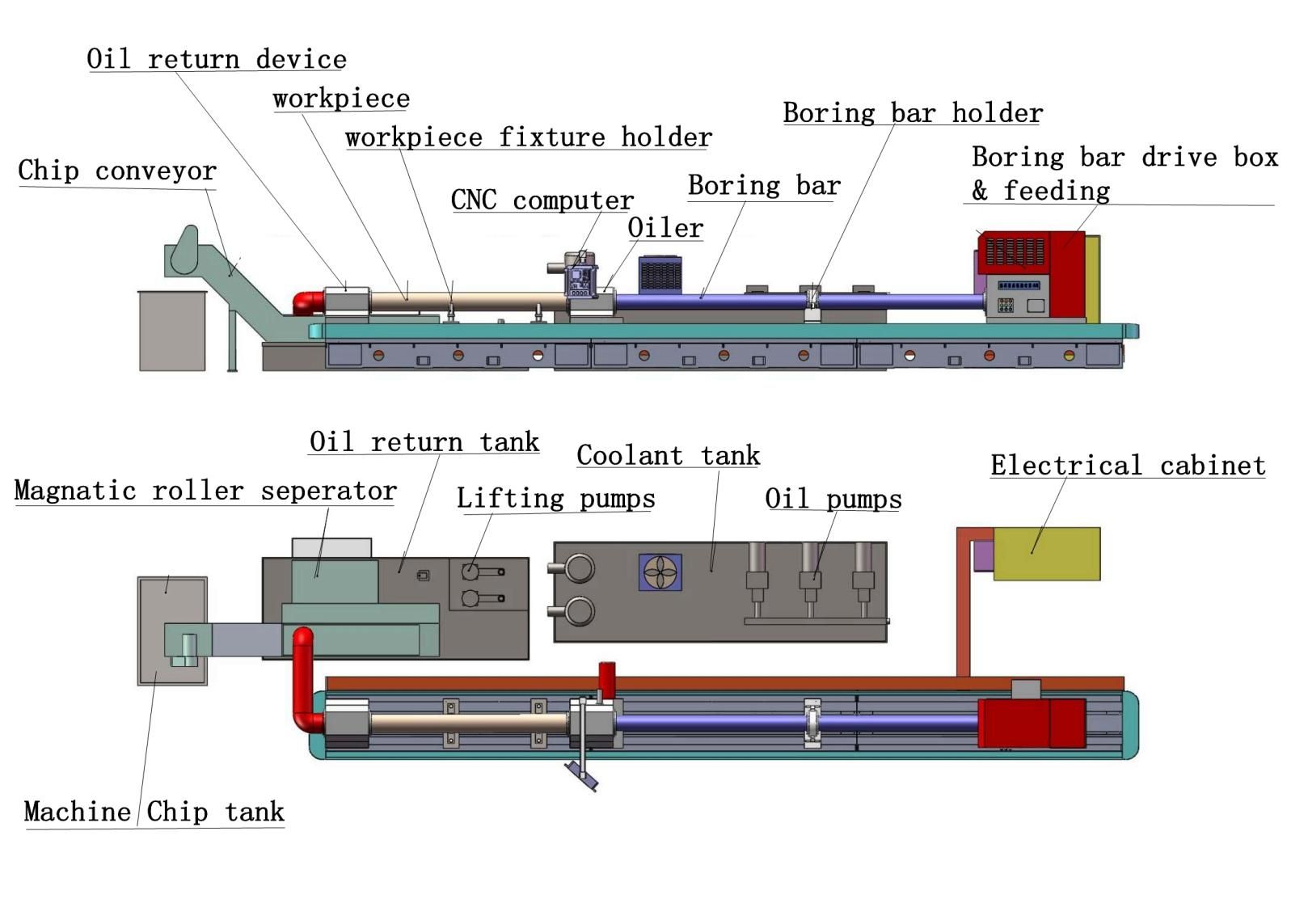
Mikilvægir vélarhlutar

1. Vélarrúm
Rúmið samþykkir tvöfalda rétthyrnda flata stýribrautarbyggingu og breidd stýribrautarinnar er 500 mm.Rúmhlutinn er grunnhluti vélbúnaðarins og stífni hans hefur bein áhrif á vinnuafköst og vinnunákvæmni alls vélarinnar.
2. Boring Rod Drive Box
Leiðinlegi barkassinn er samþætt steypubygging og er sett upp á fóðurbakkann.Val á snúningshraða er hægt að ákvarða í samræmi við þætti eins og efni vinnustykkis, hörku, skurðarverkfæri og ástand flísbrots.Samkvæmt mismunandi hraða er hægt að stilla það með forritun tölulega stjórnkerfisins og snældalögin eru flutt inn frá Japan eins og NSK.Meginhlutverk leiðindastöngkassans er að keyra tólið til að snúast



3. Oil Feeder & Oil Collector System
Olíumóttakarinn er staðsettur í miðju vélbúnaðarins.Helstu hlutverk olíumóttökuhlutans eru: 1. Settu kælivökva í vinnustykkið.2. Framendinn á olíubúnaðinum er búinn tólstýringarhylki á efstu plötu vinnustykkisins, sem getur gert sér grein fyrir leiðarvísi inngangsins meðan á sköfuvinnslu stendur.Olíuskilabúnaðurinn er staðsettur á vinstri enda vélbúnaðarins, sem hægt er að hreyfa sig og festa meðfram axial stefnu rúmsins.Helstu aðgerðir olíuskilabúnaðarins eru: Neðri hluti olíuskilahlutans er tengdur við T-laga skrúfstöngina í miðju rúminu og axial hreyfingin gerir sér grein fyrir forstillingu vinnustykkisins meðan á vinnslu stendur;það er búið servómótor tjakkbúnaði (vegna þess að tjakkurinn tekur upp fullkomnasta servóið. Mótor tjakkurinn kemur í stað vökvatjakksaðferðarinnar, þannig að aðlögun tjakkkraftsins gerir sér raunverulega grein fyrir stafrænni stjórn. Veggþykktin og þvermál vinnustykkisins eru mismunandi. , og mismunandi tjakkkraftar eru valdir til að koma í veg fyrir aflögun stúta að mestu leyti.)
4. Machine Feed System
Taiwan Shangyin hárnákvæmni kúluskrúfupar er sett upp í mið- og aftari helming gróp vélbúnaðarhlutar og það er fóðrunarkassi í lokin, knúinn af 5,5KW AC servómótor, til að átta sig á fóðrun vélarinnar. tól við fóðurbrettið (leiðinleg stangarkassi).Hægt er að stilla fóðrunarhraðann skreflaust og hægt er að draga tólið hratt inn.Fremri helmingur gróps vélarrúmsins er búinn T-laga skrúfu og fóðrunarboxi, sem eru notuð til að fóðra olíuskilbúnaðinn, stilla stöðu vinnustykkisins og klemma.Allt fóðrunarkerfið hefur kosti mikillar nákvæmni, góðrar stífni, sléttrar hreyfingar og góðrar nákvæmni varðveislu.


5. Boring Bar Support System
Stuðningshylki borstangarinnar er festur á festingarhlutanum með skrúfum og er skipt út ásamt leiðindastönginni, sem er þægilegt og fljótlegt að skipta um mismunandi borstangir.Það gegnir aðallega því hlutverki að styðja við leiðinlegu stöngina, stjórna hreyfistefnu leiðinlegu stöngarinnar og gleypa titring leiðinda stöngarinnar.Innri stuðningshylki með snúningsaðgerð
6. Stuðningskerfi vinnustykkisins
Útbúin með tveimur settum af V-laga blokkfestingum til að styðja við vinnustykkið.Hægt er að stilla skrúfuna og hnetulyftingu handahófskennt í samræmi við mismunandi þvermál vinnustykkisins.Það gegnir aðallega hlutverki burðarþols og aðlögunar vinnustykkis og stöðu borholunnar.

7. Vökvakerfi
Vélin er búin sérstöku vökvakerfi, sem er notað til að stjórna stækkun og samdrætti vökvaverkfærsins og vökva sjálfvirka tilfærslu á leiðindastönginni til að ljúka stjórnkerfi veltiaðgerðarinnar.Málþrýstingurinn er 7Mpa.Helstu þættirnir eru innfluttar olíurannsóknarvörur.

8. Kælivökvasíukerfi
Fjarlægingar- og síunarkerfi fyrir kæliflís: aðallega staðsett aftan á vélinni, eftir síun með keðjuplötu sjálfvirkri flísahreinsunarvél (grófsía)→ fyrsta stigs olíusía→ annars stigs olíusía og þriðja stigs síun eftir botnfall og síun.
9.Rafmagnskerfi
Það samanstendur af aðalstýringarboxi, aðgerðakassa, tengiboxi og snúrum.Helstu rafmagnsíhlutirnir eru frá Schneider vörumerki.Fyrir rafmagnsstýribox (loftkæling).Aðalleiðsluhlutinn samþykkir uppbyggingu flugtengis.Kaplarnir samþykkja landsstaðalinn og veiku straumsnúrurnar samþykkja hlífðar snúrur.Raflögnum er raðað í ströngu samræmi við sterka og veika rafeinangrun.

| NO | Hlutir | Merki | NO | Hlutir | Merki |
| 1 | Vélarmálmur líkami | Sjálfgerð | 2 | Leiðinlegur bar drifbox | Sjálfgerð |
| 3 | Stuðningsborð | Sjálfgerð | 4 | Snælda legur | Japan NSK |
| 5 | Aðrir birnir | Góð vörumerki | 6 | Kúluskrúfa | Taívan vörumerki |
| 7 | Helstu rafmagnsþættir | schneider eða siemens | 8 | Snælda mótor | Kína vörumerki |
| 9 | Fæða servó mótor | Siemens | 10 | Fæða servó bílstjóri | Siemens |
| 11 | CNC kerfi | Siemens | 12 | Pneumatic þættir | Japan SMC |
10.CNC stýrikerfi
Vélin er búin SIMENS828D CNC kerfi og kælivökvaþrýstingurinn er sýndur með tækjum.Fóðurmótorinn er servómótor og leiðinlegur barkassamótorinn er fluttur inn.Handvirkt fóðrun, sjálfsgreiningaraðgerð.Stöðuskjár, Ýmsar aðgerðir eins og núverandi stöðuskjár, forritaskjár, færibreytustillingarskjár, viðvörunarskjár, umbreyting á fjöltyngdum skjá osfrv.





